




Solid Carbide Drill Bits: Choosing the Right Helix Angle for Optimal Drilling
■What is Helix Angle?
Helix angle refers to the angle between the spiral flute of a drill and the drill axis, usually denoted by β. In academic terms, the helix angle of a drill is actually the axial rake angle at the outer corner (also called the back rake angle). The helix angle at other radii is also the axial rake angle at that point. Therefore, the helix angle directly reflects the sharpness of the cutting edge.
Common drill bit helix angles are classified into four types according to processing requirements:
-the straight flute type has a helix angle of 0°, offering the dullest cutting edge but the highest rigidity;
-the high-hardness type has a helix angle of 15°–20°, suitable for machining high-hardness materials;
-the general purpose type has a helix angle of 20°–30°, the most widely used range;
-the deep hole type has a helix angle of 30°–40°, mainly used for deep hole drilling.
These four types basically cover the main application scenarios from hard materials to deep hole machining.

■Effects of Helix Angle on Drill Performance
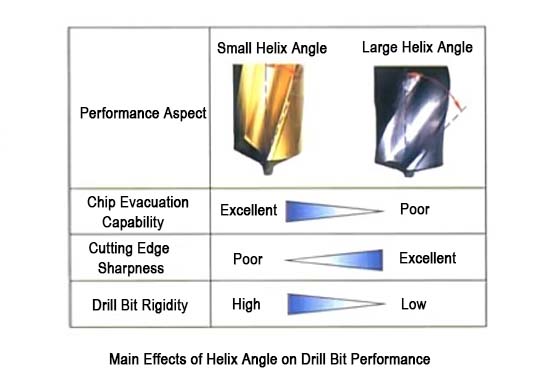
The helix angle significantly affects several drill performance characteristics, including chip evacuation capability, cutting edge sharpness, drill rigidity, cutting edge strength, and chip curling/breaking behavior.
First, a key conclusion must be clarified: the larger the helix angle, the poorer the chip evacuation capability. This is because the influence of helix angle on chip evacuation is reflected to some extent by the chip evacuation path length. Taking a solid carbide drill with a diameter of 15mm and an effective flute length of 125mm as an example: for a straight flute drill (helix angle 0°), the chip evacuation distance is 125mm; when the helix angle increases to 10°, the distance increases to 126.9mm; at 20°, it reaches 133.7mm; at 30°, it further increases to 144.3mm, which is 115% of that of the straight flute drill; when the helix angle increases to 40°, the evacuation distance reaches 163.2mm, equivalent to 130.5% of the straight flute drill.
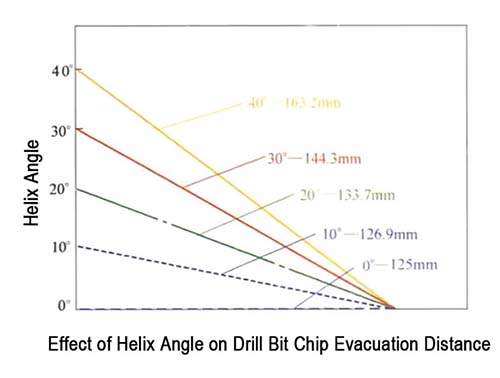
The longer the chip evacuation distance, the greater the friction between the chips and the hole wall as well as the flute, leading to slower chip removal and a higher tendency to clog. Therefore, a large helix angle is not beneficial for chip evacuation — a conclusion that runs counter to common intuition.
In terms of cutting edge sharpness, a larger helix angle provides a sharper cutting edge and lighter cutting action. However, under the same relief angle, the wedge angle of the cutting edge becomes smaller, reducing cutting edge strength and making it more prone to chipping. Thus, drills with a large helix angle are sharper but less durable. Small helix angle drills are the opposite: the cutting edge is duller, but the drill has higher rigidity and cutting edge strength, making them suitable for hard and brittle materials or applications requiring high stability.
Helix angle also has a significant effect on chip curling and breaking. When the helix angle is large, the resistance to chip curling is smaller, so chips curl easily but are not easily broken, tending to form long spiral chips or ribbon chips, which is generally unfavorable for chip evacuation. In contrast, a small helix angle makes chips easier to break, promoting short chip formation.
Overall, selecting the helix angle requires a trade-off among sharpness, rigidity, and chip evacuation capability. No single helix angle is suitable for all working conditions.
In practical selection: for high-hardness materials, a small helix angle is recommended to ensure rigidity and cutting edge strength; for general metal processing, a general purpose helix angle of 20°–30° is recommended; for deep hole drilling, although a large helix angle of 30°–40° is often used, it must be combined with internal cooling and chip breaker design — otherwise, the long chip evacuation path can easily cause clogging; for soft, sticky materials that tend to clog chips, a small helix angle should be prioritized to shorten the chip evacuation path.




Post time: Jun-05-2026




